Product Info
gun drill,gun drills and heads,gundrills
Gun drills (through coolant drill) are straight fluted drills which allow cutting fluid (either compressed air or a suitable liquid) to be injected through the drill's hollow body to the cutting face. They are used for deep hole drilling—a depth-to-diameter ratio of 300:1 or more is possible. Gun barrels are the obvious example; hence the name. Other uses include mold making, die making, and the manufacture of combustion engine parts such as crankcase, cylinder head, and woodwind musical instruments, such as uilleann pipes, as gun drills can drill long straight holes in metal, wood, and some plastics. The coolant provides lubrication and cooling to the cutting edges and removes the swarf or chips from the hole. Modern gun drills use carbide tips to prolong life and reduce total cost when compared with steel tips. Speed of drilling depends on the material being drilled, rotational speed, and the drill diameter; a high speed drill can cut a hole in P20 steel at 30 inches per minute.
Gun drilling can be done on several kinds of machine tools. On lathes, it is generally practical with hole depths of less than 50 diameters. There are also purpose-built gun drilling machines, where longer aspect ratios can be drilled.
Product Description
There are three basic types of deep hole drilling.[2] Processes are categorized by how the cutting coolant flushes heat and chips from the cutting face. The three types of deep drilling are:
· Gun drilling - The cutting tool is a fluted solid rod that has a hole bored down the center. Coolant is pumped through a hole in the inside of the drill. It flows back outside the drill, through the flute, bringing the chips with it.
· BTA / STS (Boring and Trepanning Association / Single Tube System) - The cutting tool is a tube. Coolant is pumped in around the outside of the cutting tool and carries chips out through the center tube. For the tube to be strong enough and have an inner diameter large enough to carry chips away, the hole must be more than 5⁄8 inch (16 mm) in diameter.
· Ejector system - The cutting tool is a tube with another tube nested inside. Coolant flows through the smaller tube to the cutting face and then coolant and chips flow back through the larger tube. This is only an acceptable technology for holes of over 3⁄4 inch (19 mm) in diameter.
Material
PR40(H10F):
super micro-grain diamond tungsten steel, extensively applied, it can be applied in medium speed cutting and finish cutting of various materials with HRC≦28°. It has excellent impact resistance and general wear resistance, and has extensive application. Generally, it is applied for thicker cutting, discontinuous cutting and bad part fixture. After being coated, it has better result, can machine various materials of HRC50°. Comparing with ISOK20&general tungsten steel, it has 1-2 times lifetime and excellent wear resistance
 +86-021-50327060
+86-021-50327060
 zq@lzqtech.com
zq@lzqtech.com
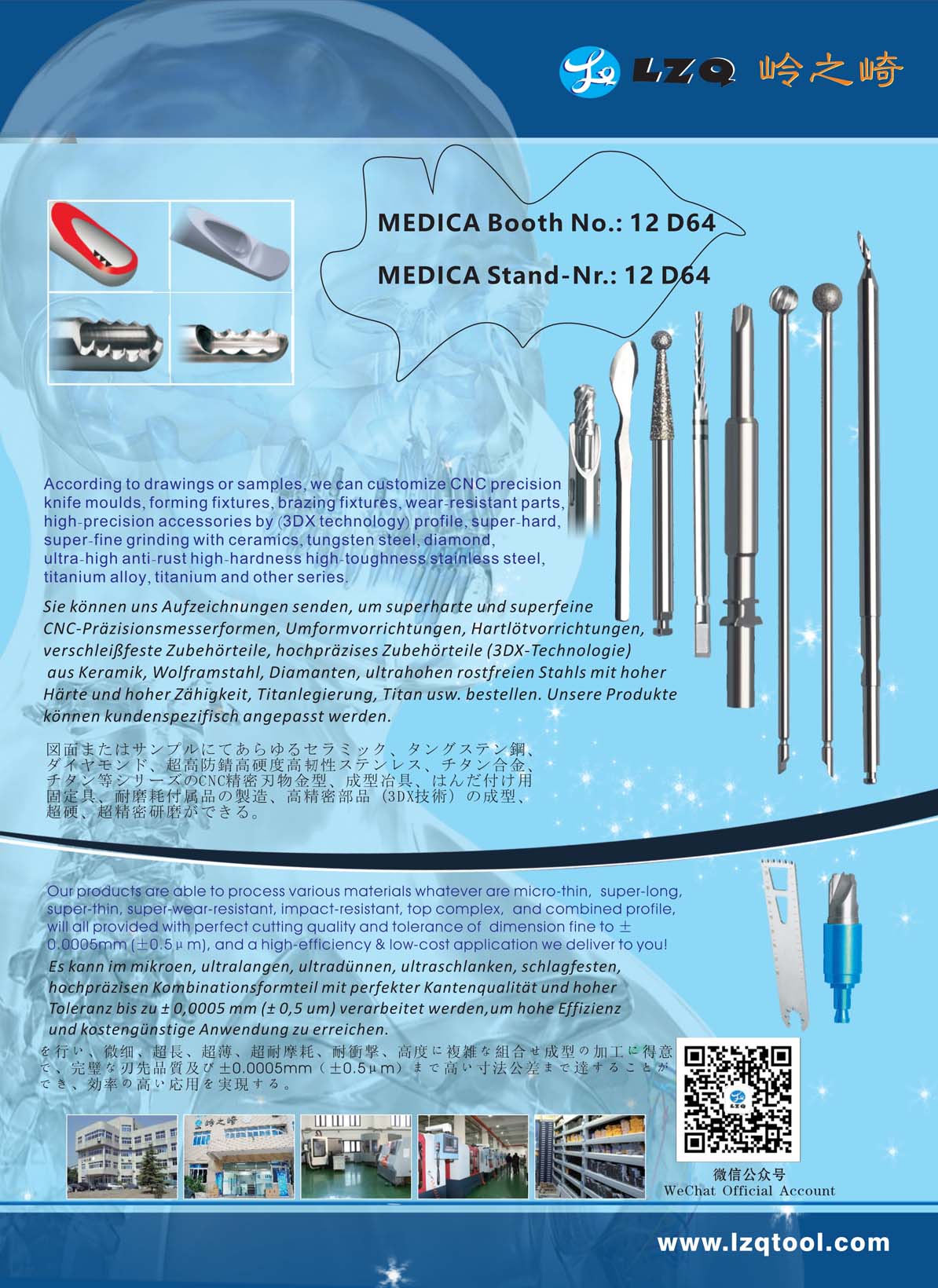
 Medical Instrument
We can achieve perfect edge quality and dimensional tolerance up to±0.0005mm (±0.5μm) in the process of micro, ultra-long, ultra-thin, super-abrasive, impact-resistant, high-precision and combined ... VIEW MORE
Medical Instrument
We can achieve perfect edge quality and dimensional tolerance up to±0.0005mm (±0.5μm) in the process of micro, ultra-long, ultra-thin, super-abrasive, impact-resistant, high-precision and combined ... VIEW MORE Implant
Corresponding and matching drills and tools of different types, forms, shapes, structures can be high precisely ground to mold according to different brands and different types of implants forms, shap... VIEW MORE
Implant
Corresponding and matching drills and tools of different types, forms, shapes, structures can be high precisely ground to mold according to different brands and different types of implants forms, shap... VIEW MORE Cutting Tools
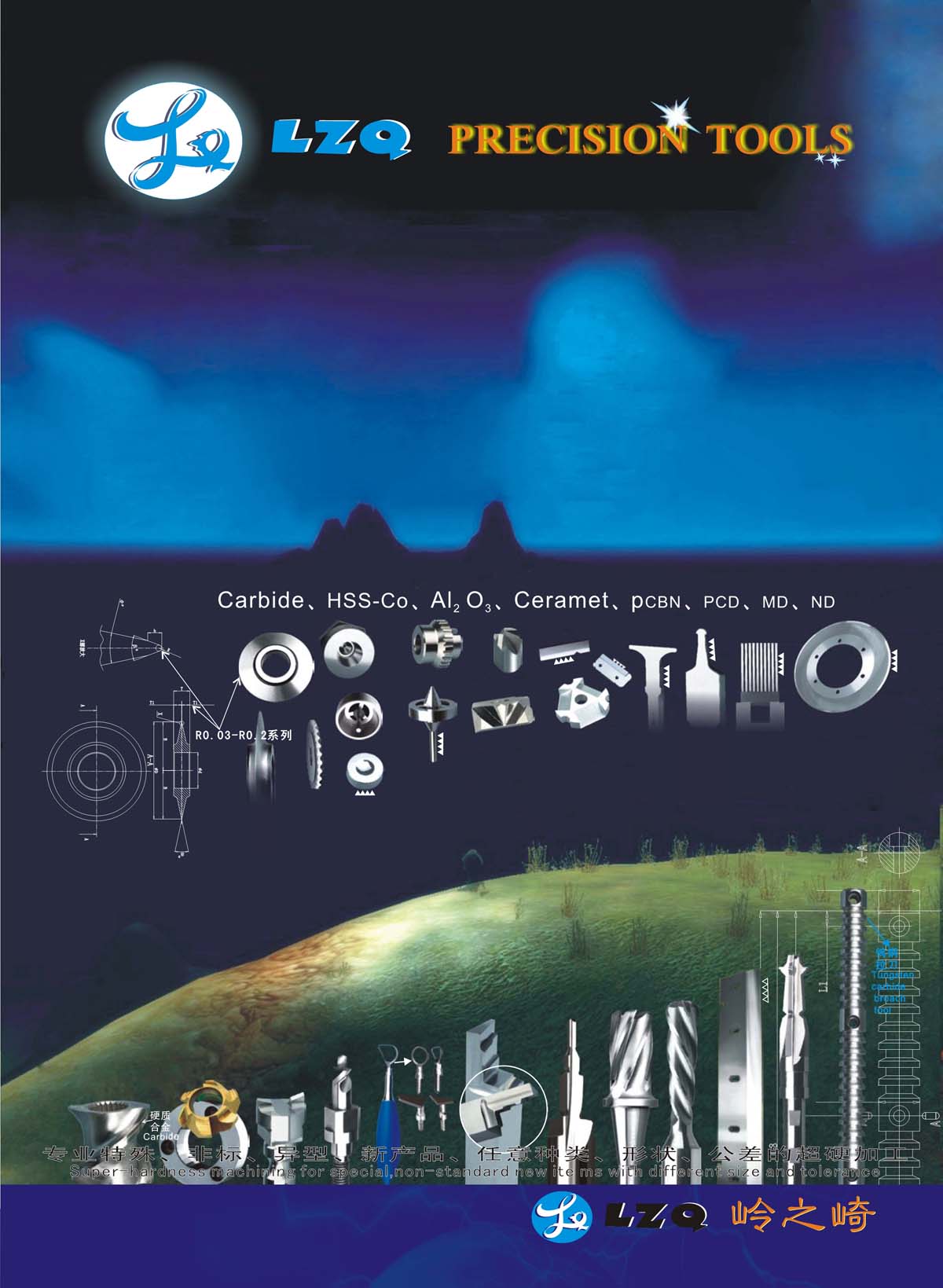
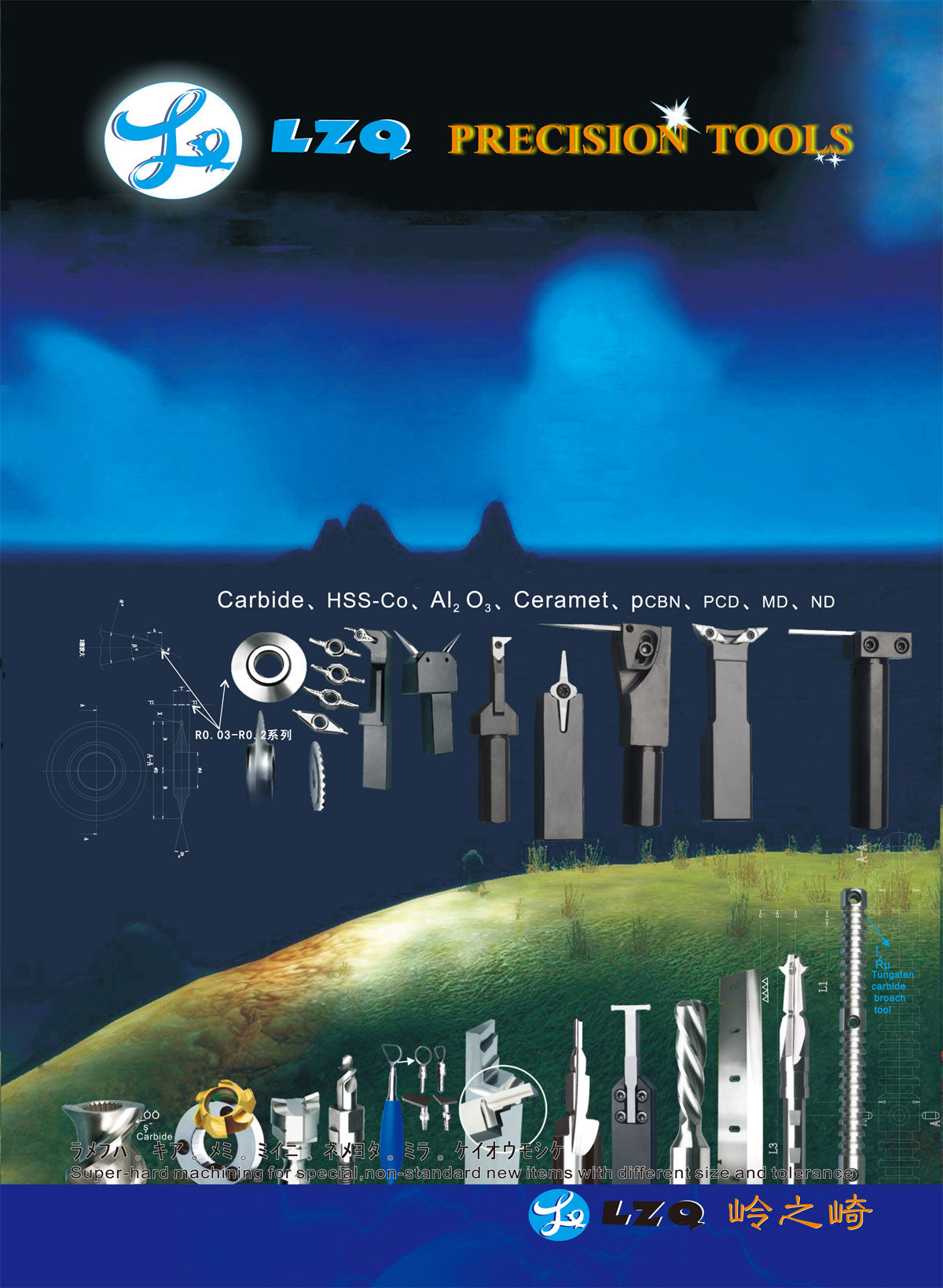
Super-hardness machining for special, non-standard new ite ms with different size and tolerance. VIEW MORE
Cutting Tools
Super-hardness machining for special, non-standard new ite ms with different size and tolerance. VIEW MORE Accessory Parts
we can customize for you according to your samples or drawings for any manufacturing of ceramic,carbide,stainless high-speed steel, stainless steel, titanium alloy, titanium diamond, etc series, hig... VIEW MORE
Accessory Parts
we can customize for you according to your samples or drawings for any manufacturing of ceramic,carbide,stainless high-speed steel, stainless steel, titanium alloy, titanium diamond, etc series, hig... VIEW MORE



















































 +86-021-50327060
+86-021-50327060 
 NO.1269 Plant, Jinhu Road, Jinqiao Export Processing Zone, Pudong New District, Shanghai, China.
NO.1269 Plant, Jinhu Road, Jinqiao Export Processing Zone, Pudong New District, Shanghai, China. 
